































40px
80px
80px
80px


真鍮とアルミニウム合金のCNC加工プロセスの比較と重要な技術的ポイント:
1. 材料特性とツールの選択
真鍮加工:
--ダイヤモンドコーティング工具を使用する(推奨切削速度Vc 200~400 m/分)
--歯当たりの送り量0.05~0.15mm/歯、切込み深さ1~3mm
- 切りくずの排出に注意してください。高圧クーラント システムを推奨します。
アルミニウム合金加工:
--超硬工具(推奨切削速度Vc 300~800 m/分)
--刃当たりの送り0.1~0.3mm/刃、切込み2~5mm(荒加工)
--ストレートフロントを使用するコーナーカッターによる引っ掛かりを軽減
2. 処理の最適化に関する推奨事項
真鍮加工:
--乾式切削または最小限の潤滑技術を使用する
--切断温度を制御する(推奨<200°C)
--表面仕上げを最適化: 切削速度を 150 m/分から 200 m/分に上げ、送り速度を 0.05 んん/分に下げます。
アルミニウム合金加工:
--熱変形を防ぐために水溶性クーラントを使用する
--工具の鋭さを維持する(研磨間隔ごとに50~100個を推奨)
--熱変形を最小限に抑えるために周囲温度を20±1℃に制御します

CNCワークショップ

CNCワークショップ

CNCワークショップ
CNCワークショップ

CNCワークショップ

CNCワークショップ
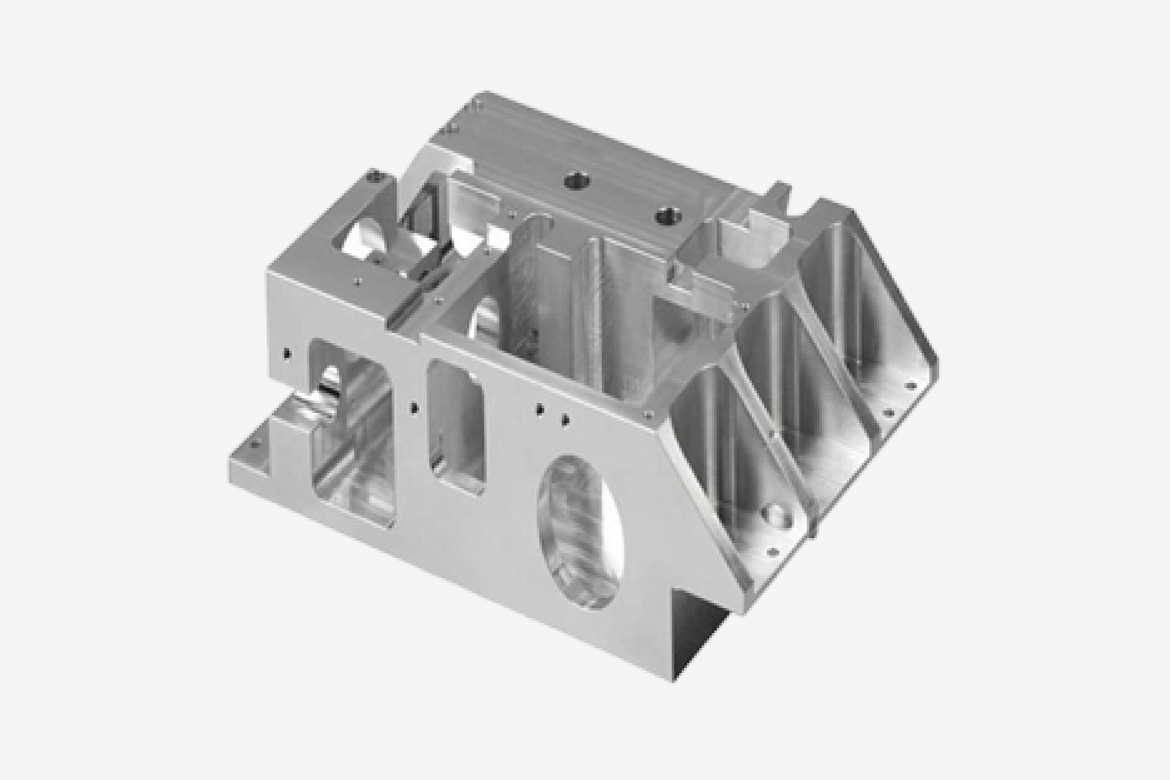
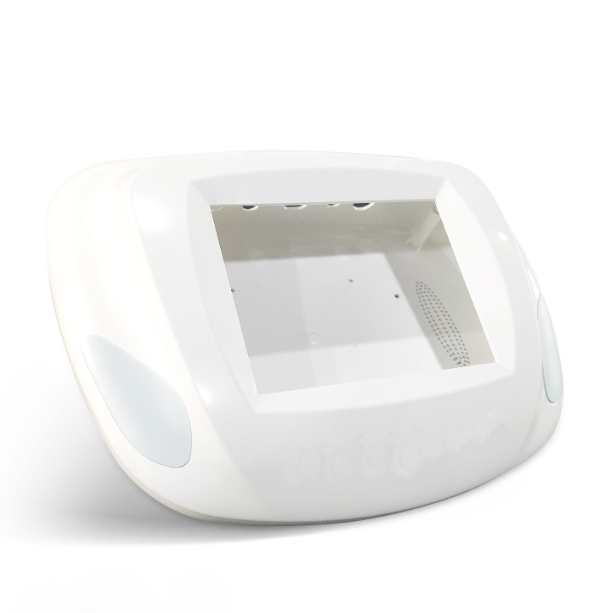
CNCフライス加工部品
当社の CNC ミリング パーツ ギャラリーでは、高精度かつ高品質で製造された精密に作られたコンポーネントをご覧いただけます。





CNCフライス加工の許容範囲
3軸 | 4軸 | 5軸 | |
最大部品サイズ | 3000*1800×800ミリメートル | 850*510*600ミリメートル | 925*1050*600ミリメートル |
最小部品サイズ | 5*5*5ミリメートル | 5*5*5ミリメートル | 5*5*5ミリメートル |
一般許容範囲 | ± 0.05 んん | ± 0.02 んん | ± 0.01 んん |
リードタイム | 簡単な部品であれば最短1日で納品可能です。 | ほとんどのプロジェクトは3営業日以内に完了します。 | ほとんどのプロジェクトは 3 営業日以内に納品されます。 |

製粉加工の核となる特徴
1. マルチエッジカットと効率性
-- フライスカッターには複数の刃先(例:4~6 刃のエンドミル)があり、同時に切削に参加することで負荷を分散し、効率を向上できます(単刃工具よりも 30%~50% 向上)。
-- 最大 5 ~ 10 んん の切削深さでの表面フライス加工など、大きな送り速度や高速切削加工に適しています。
2. 断続的な切削と衝撃振動
-- カッターの歯はワークピースに対して定期的に噛み合ったり外れたりすることで切削力が変動するため、精度を確保するには剛性の高い機械(例:大型フライス盤)が必要です。
-- 断続切削により工具の冷却が容易になり、工具寿命が延びますが、耐久性のある工具材料 (例: 超硬合金) を使用する必要があります。
3. プロセスの柔軟性 - ツール(フェースミル、T スロットミルなど)を変更することで、平面、溝、ギア、曲面などの複雑な特徴を加工できます。
-- 多軸リンケージ(例:5軸フライス加工)をサポートし、3次元の複雑なプロファイル(例:金型キャビティ)の加工を実現します。4. 制御可能な表面品質--切削パラメータ(例:送り速度、速度)を調整することで、表面粗さ(ラ 0.8〜12.5μm)を制御できます。
--エンドミルの二次刃はRa0.4μmの粗さまで研磨可能です。フライス加工範囲
1. 基本加工 - 平面/段差面: フェースミル (エンドミル) は大きな平面を加工し、三面ミルは段差を加工します。
-- 溝/キー:エンドミルは直線溝を削り、キー溝カッターはキー溝を加工します(精度IT8-IT9)。2. 複雑な形状の加工
-- ギア/スレッド: モジュラー形状のエンドミルはギアを加工し、スレッドミルはスレッドを加工します。
-- キャビティ/金型: ボールエンドミルは 3 次元曲線 (射出成形金型など) を加工します。
2. 特殊加工
-- 切断/インデックス作成: 鋸刃がワークピースをフライス加工し、分割ヘッドが均等間隔の穴/歯を実現します。
-- 特殊形状のスロット: ダブテールフライスカッターとTスロットミルは、特定の接続構造を処理します。一般的なアプリケーションシナリオ
-- 自動車製造:エンジンブロックの平面のフライス加工、ギアケースシェルの加工。
-- 航空宇宙:胴体の骨組み、着陸装置の構造部品。
-- 電子機器: 回路基板の取り付けスロット、ヒートシンクフィンの配列。
他のものとの比較
プロセス旋削:
回転部品(シャフトなど)に適していますが、多面体や複雑なプロファイルにはフライス加工の方が適しています。
掘削:
フライス加工は、一部の掘削作業(例えば、大径の穴あけ)をより高い精度で置き換えることができます。











40px
80px
80px
80px